För alla elektroniska entusiaster att göra PCB för ett elektroniskt projekt kan vara mycket roligt. Ett kretskort eller kretskort hjälper inte bara till att bygga kompakta kretsprojekt, det garanterar också att kretsfunktionen fungerar och är mer korrekt.
I det här inlägget lär vi oss omfattande en stegvis process för att tillverka små DIY-PCB hemma genom minimal ansträngning och maximal precision.
DIY stegvisa procedurer
Det innebär i grund och botten följande viktiga steg:
- Skär kopparklädda laminat i rätt storlek.
- Stansning av fördjupningar för borrning av hål för komponentkablarna enligt schemat.
- Rita dynor runt fördjupningarna med etsbeständig färg och länka dynorna genom spår med etsbeständig färg.
- Sänk ner den målade kartongen i järnkloridlösning tills kemikalien äter bort den exponerade kopparen och lämnar de målade layoutavsnitten intakta.
- Torka brädet och skrubba ut etsen motstå färg från spåren och dynorna.
- Borra hål på fördjupningarna.
- Polering av den färdiga kartongen med fint emeriepapper.
- Använd det färdiga kretskortet för montering och lödning av delarna.
Låt oss nu diskutera ovanstående steg i detaljer. Det första steget i PCB-produktion skulle vara att förvärva de väsentliga resurserna och artiklarna. Vi kommer att fokusera på alla de saker som är grundläggande.
Material som behövs för att göra PCB
För att starta processen samlar vi först alla viktiga ingredienser eller material som krävs för PCB-tillverkningen. Följande grundläggande saker kommer att behövas för produktionen
- Kopparpläterat laminat
- Järnkloridlösning
- Etch Resist Chemical eller färg.
- Målborste eller penna
- Behållare för etsning av PCB
- Borrmaskin och borr.
- Etchant Remover
- Skurplatta, kökspapper
Kopparpläterad Laminera

Det mest grundläggande föremålet är kopparklädda för att göra kretskortet ensamt, och du hittar en mängd av dessa.
De grundläggande (isolerande) grejerna är i allmänhet antingen glasfiber eller SRBP (arkplastpapper), och det senare är vanligtvis det billigare alternativet.
Men glasfiber har blivit det allmänt använda både för kommersiella och fritids konsumenter eftersom det är utrustat med ett par positiva aspekter.
Den första är i grunden att den är hårdare och av den anledningen mindre mottaglig för böjning och brott än SRBP. Den förbättrade hållbarheten är dessutom mycket hjälpsam för brädor som bär viktiga delar, till exempel transformatorer.
En ytterligare fördel är att glasfiber är genomskinligt och därmed typiskt låter oss se kopparbanorna genom det övre (komponent) området på kortet, vilket ofta är värt att undersöka och felsöka.
Med detta sagt är standarden på SRBP-kort mer än tillfredsställande för många krav. Marknadsföringskampanjer hänvisar vanligtvis till kartong som 1 mm, 1,6 mm, etc., och detta hänvisar faktiskt till tjockleken på basmaterialet.
Brädtjocklek
Naturligtvis tenderar de tjockare (cirka 1,6 till 2 mm) brädorna att vara mer robusta jämfört med smalare (cirka 1 mm) modeller, men tyngre kvalitetskort är bara avgörande för stora kretskort eller där viktiga delar sannolikt kommer att installeras på brädet.
För de flesta applikationer har brädans tjocklek faktiskt liten betydelse.
Ibland kommer kopparlaminatplatta sannolikt att väljas som en uns kvalitet, eller möjligen två uns kvalitet, vilket avser vikten av koppar på en kvadratfot ombord.
De flesta kretsar hanterar bara ganska låga strömmar, och vanlig en uns styrelse är nästan allt som behövs. I själva verket är en uns styrelse ofta tillfredsställande även för kretsar som involverar formidabla strömmar.
The Etch Resist Paint
Den grundläggande metoden med vilken ett tryckt kretskort tillverkas är vanligtvis att täcka de områden av koppar som är nödvändiga på det färdiga kortet genom en etsningsmotstånd, och därefter doppa kortet i etsmedel som tar bort de oönskade (otäckta) områdena av koppar .
Etsmotståndet tas därefter av för att exponera kopparspåren och dynorna.
Oavsett vilken färg som kan hålla etsningsmedlet borta från kopparlayouten under etsningsprocessen kan det användas som resist.

Jag föredrar personligen att använda nagellack eller nagellack, vilket som helst billigt märke kan användas och fungerar bra som etsbeständighet.
Egenskaper för Etch Resist
Professionellt sett är troligen de mest använda motstånden vattentäta färger och bläck. Vattenlösliga sorter är definitivt inte lämpliga för ändamål bara för att de löses upp och tvättas bort i etsningslösningen.
En färg eller bläck som torkar snabbt är mer fördelaktigt eftersom det eliminerar behovet av att vänta länge innan brädan kunde etsas.
Till och med de mer grundläggande tryckta kretsmönstren verkar ha en stor mängd tunna kopparspår inom ett relativt kompakt kartongområde idag, och en pensel som är kompetent att skapa extremt fina linjer blir nödvändig.
Rita spårlayouten

En enkel lösning skulle vara att använda en sliten fibernippel på pensel sätt, vilket kan hjälpa till att utveckla enastående slutresultat även om det kanske inte ser ut som ett utsökt sätt att lösa problemet. Ett enklare sätt att implementera resist är att använda en av de kommersiellt tillgängliga ets-resistpennorna som lätt kan köpas från vilken elektronisk återförsäljare som helst.
Varje typ av penna som använder spritbaserat bläck och en skarp spets bör kunna användas med denna applikation. Om du är osäker på hur lämplig en penna är kan du enkelt dra ut några spår över ett kasserat kopparlaminatbräde och sedan etsa brädet för att kontrollera om bläcket håller etsningsmedlet korrekt.
En ytterligare typ av motstånd är gnidande etsbeständiga överföringar som är tillgängliga från flera komponenthandlare och som ofta kan ge verkligt enastående och specialiserade resultat, vilket visas i följande exempel.

Egentligen kan det hända att det finns många kemikalier som kan appliceras som etsmedel, men de flesta av dessa är farliga av någon eller annan anledning och är sannolikt inte lämpliga för hemdesignade brädor.
Etchant
Etsmedlet är en kemikalie som reagerar med kopparlaminatets exponerade kopparområde och bryter ner det från kartongen. Den används för att ta bort kopparregionerna på brädet som inte är målade av etsningsmotståndet och de områden som inte bidrar till spårlayouter och dynor.

Etsmedlet som vanligtvis används för hemutvecklade skivor är järnklorid, och även om detta är mindre farligt jämfört med majoriteten av valen, är det ändå en kemikalie som måste implementeras med försiktighet.
Detta bör därför alltid sköljas av med rinnande kranvatten om du skulle spilla något på din hud. Se till att du inte lagrar järnklorid i metallbehållare, eftersom denna kemikalie är reaktiv mot metaller och gör metallen porös och orsakar läckage.
Eftersom järnklorid är giftigt (och under många användningar gradvis förvandlas till kopparklorid som också är extremt giftigt) måste det uppenbarligen förvaras långt ifrån livsmedel och redskap etc.
Typer av järnklorid
Järnklorid kan erhållas i en rad olika former. Förmodligen den mest praktiska typen att ha är en färdig lösning av kemikalien. Många komponentleverantörer marknadsför det i sådan flytande form, vanligtvis i 250 ml behållare och i koncentrerad form.
Du måste späda den lite före användning, enligt den givna riktlinjen på flaskan. Det kräver kanske inte mycket spädning och en 250 ml flaska tillåter normalt bara 500 ml eller en liter efter att ha spädt den med vatten.

Vissa företag kan tillhandahålla järnkloriden som kristaller, även känd som 'Ferric Chloride Rock' ibland. Den här etiketten är mycket lämplig eftersom den i den här formen verkligen ser ut som bitar av gul sten snarare än små fina kristaller, vilket är ganska mycket bergfast.
I denna typ finns järnklorid normalt i 500 g-paket, vilket räcker för att generera en liter etsningslösning.
Du kan också få det här i större paket, men eftersom 500gm räcker för att etsa ett stort antal vanliga storlekskort och kan lätt överleva även en flitig konstruktör under mycket lång tid, är det troligtvis inte givande att bli större än 500gm pack helt och hållet.
Hur man skapar järnkloridlösning
I kristallint tillstånd kommer järnklorid inte att lösa sig lätt särskilt, men när det omrörs stadigt kan det förr eller senare brytas ner helt och med konstant blandning kan det smälta ganska snabbt.
Sist men inte minst kan järnklorid förvärvas i vattenfri form, vilket i grunden betyder att det är äkta järnklorid med praktiskt taget inget vattenmaterial. Det kommer att ha en liten grad av vatten i sin kristallina form som en avsides.
Det som faktiskt orsakar denna typ av järnklorid så svårt att arbeta med är den uppvärmningseffekt som genereras när den blandas med vatten. Även om du börjar med kylt vatten kan det snabbt bli ganska varmt till en nivå där behållaren blir mycket varm vid beröring, vilket utgör en risk för smältning för plastbehållare.
En annan oro är att ha kemikalien att lösa sig tillräckligt och skapa en anständig etsningsformulering. Oavsett anledning kan du hitta dig själv att sluta med en stor mängd kemikalie som aldrig kommer att brytas ner, och även en lösning som verkar som järnklorid men har väldigt liten om någon etsningspotential.
Det är därför som kallt vatten (helst kylt eller med is) måste användas. Det är dessutom möjligt att det kan finnas en liten mängd kemikalie som inte kommer att smälta, som antingen kan spännas från vätskan, eller eftersom det inte verkar hindra etsning kan det helt enkelt lämnas i lösningen.
Borrstorlek
Nästa viktiga ingrediens för tillverkning av kretskort hemma är borrkronan, som krävs för att borra hål på kretskortet för komponentkablarna.
Den typiska diametern för ledningshål för komponenter är 1 mm, men ett antal komponenter som förinställda motstånd, stora elektrolytkondensatorer etc. kräver lite större diameter. En håldiameter på cirka 1,4 mm är lämplig för denna typ av komponenter.

Det rekommenderas vanligtvis att använda en diameter på mindre än 1 mm för halvledare och ett antal andra komponenter som har tunnare ledningar. 0,7 mm eller 0,8 mm verkar vara acceptabel diameter för dessa komponenter.
Om du har tillgång till borrkronor av hög kvalitet måste de vara ganska tuffa.
Borr med en diameter på cirka 0,7 mm till 1,4 mm kan dock vara ganska svaga och bör hanteras relativt försiktigt.
Om de bibehålls med nedåt rakt vertikalt tryck kan det vara bra, men om orienteringen inte hålls i rät vinkel mot brädet skapas inte ett ordentligt hål vilket är mycket möjligt att borrkronan kommer att bryta i två.
Du måste därför vara försiktig när du borrar hål med sådana borrkronor, och helst bör maskinen användas med ett justerbart stativ som visas nedan.

Vi har hittills diskuterat de viktigaste saker som är nödvändiga när vi gör ett kretskort, och det kan finnas några andra sannolikheter och ändar som kan vara nödvändiga.
Dessa är dock vanligtvis grundläggande inhemska föremål, och dessa kommer att avslöjas när vi går framåt med etsningen. Du hittar många olika metoder för tillverkning av kretskort.
Trots det faktum att alla i grunden är identiska och de stora skillnaderna är bara sekvensen genom vilken de olika måtten på vägen utförs.
Vi kommer därför att börja med att ta hänsyn till en metod för tillverkning av en kartong, varefter ett par alternativa tekniker kommer att förklaras.
Komma igång med PCB-tillverkning
Det allra första steget skulle vara att kontrollera i boken eller tidningen var den tryckta kretsen presenteras för att få rätt dimensioner på brädet.
Du kanske har en kretsschema, ett komponentöverlagringsschema och det tryckta kretsspårmönstret återges i verklig storlek, enligt följande tre figurer.



Storleken på den tryckta kretsen bör finnas i texten eller i schemat, men i många fall kommer det att krävas att ta hänsyn till proportionerna genom det riktiga kopparnas spårmönster.
Markera gränsen för det färdiga kortet på kopparsidan av laminatbrädet och dra sedan en extra uppsättning linjer ungefär 2 mm på den yttre sidan av föregående märkning.
Genom att försiktigt klippa mellan dessa konturer borde du kunna skapa en sektion av bräda med anständig precision och raka kanter med minimiproblem.
Brädans sidor kan slätas med hjälp av en liten platt fil och med glasfiberplatta som eliminerar de slipande ändarna som kan vara oönskade.
Var medveten om att markeringarna bör göras på kopparsidan av brädet och sågas från samma sida för att förhindra att koppar skalas av medan du skär på brädet. Se därför till att skära eller borra brädet alltid från kopparsidan och inte från laminatsidan
Nästa steg skulle vara att rita hålens positioner för komponenterna, och där det är lämpligt, monteringshålen för brädemontering.
Den snabba metoden för att få detta gjort är att klämma fast den schematiska ritningen över brädet på kopparspåret genom att rikta in ritningen och brädkanterna korrekt.
Sedan markerar du med en bradawl eller liknande spetsigt verktyg noggrant och noggrant på schemat genom att stansa små fördjupningar i koppar.
Det är inte nödvändigtvis viktigt att markera brädet genom att stansa med ett spetsigt verktyg, och ett alternativt sätt är att helt enkelt rikta in och fästa ritningen på brädet med cellband och sedan borra ner genom ritningen som nu i sig fungerar som borrmarkörer.
Måla spåren med etsningsmotstånd
När brädet har trimmats till storlek och alla hål har borrats är nästa uppgift att måla brädet med etsresistent. I grund och botten handlar det om att rengöra brädet så mycket som möjligt.
Särskilda rengöringsblock kan erhållas från marknaden och dessa verkar tydligen ganska snyggt. Kopparlaminatskivor kan i allmänhet uppvisa viss oxid och korrosion ovanpå kopparytan, och det är mycket viktigt att ta bort detta, annars kan det förhindra att skivan etsas ordentligt.
Det rekommenderas därför att använda ett ganska kraftfullt rengöringsmedel som perfekt eliminerar all oxid, smuts och korrosion från kopparytan.
Efter att brädet har tvättats omfattande och kopparskiktet verkar glittrande, skölj brädet under varmt vatten för att bli av med rester av rengöringsmedlet eller den oljiga ingrediensen. Se till att inte vidröra kopparytan vid detta tillfälle, vilket annars kan orsaka oljiga fingermärken och sakta ner etsningen.
Ta sedan etsningsmotståndet för att dra kopparkuddar runt hålen som borrats för komponentledningarna.
När dynorna har ritats med etsningsmotstånd är det dags att måla kopparspåren så att de kopplar samman dynorna enligt kretsdesignen. Se alltid till att hålla händerna borta från kopparytan medan du gör detta. Börja från brädet ena kanten och fortsätt systematiskt mot den andra kanten istället för att göra det slumpmässigt (vilket sannolikt kan leda till misstag)
För komplexa kretskortdesigner
Flera samtida designade kretskort kan vara extremt sofistikerade och utmanande att replikera.

När du utformar ett kort av detta slag rekommenderas att du arbetar med en tryckt kretsresistentpenna (eller ett lämpligt alternativ) med en ännu finare spets. På platser som kan ha många smala, tätt packade parallella spår måste du ta hjälp av en linjal så att fina raka linjer kan skisseras.
Om du ser spåren eller dynorna smälta ihop med varandra, vänta tills motståndet torkar och använd sedan en kompasspunkt eller annan skarp spets för att skrapa bort överflödigt överlappande motstånd.
Så snart resisten har torkat ut och kretskortet inspekterats är nästa uppgift att sänka kortet i etsningslösningen tills så småningom all exponerad koppar har tagits av.
Hur PCB-etsning händer
I huvudsak händer det under etsningen att koppar tar platsen för järnet i järnkloriden för att bilda kopparklorid medan järnet fälls ut.
I början sker etsningsprocessen ganska snabbt och kan ta bara några minuter, men när järnkloriden gradvis omvandlas till kopparklorid blir etsningsåtgärden stadigt trög, och efter att flera skivor etsats kan det observeras att etsningstiden är ganska långvarig eller inte uppnås alls.
I så fall måste etsmedlet ersättas med en ny sats av järnkloridlösning. Som du kommer att märka att järnklorid har en rödgul färg medan kopparklorid är blå i färg, så när du hittar etsningslösningen långsamt går mot mer grönaktig, kommer det att indikera att kemikalien närmar sig sin livslängd.
När du etsar brädan hemma i en liten skål, se till att brädets kopparsida är vänd uppåt och att processen utförs i en icke-metallisk skål med tillräcklig storlek.
Du kanske vill lägga till ett anständigt omslag ovanpå och regelbundet ta bort omslaget för att kontrollera resultatet tills etsningen är över. Ett huvudproblem med denna metod är att ett järn- och kopparkloridskikt tenderar att utvecklas ovanpå brädan vilket avsevärt kan förlänga etsningstiden. Detta kan motverkas genom att försiktigt gunga skålen då och då för att förskjuta bort detta lager så att etsningen påskyndas.
Använda specialbehållare för etsning
Du kanske faktiskt tycker att det är ganska enkelt att ställa in en behållare för att möjliggöra kretskortet nära vertikalt läge med kopparsidan nedåt.
I den här situationen sker etsningsprocessen riktigt snabbt eftersom järnutfällning inte kan utveckla ett lager och tenderar att falla nedåt från brädet. Detta säkerställer att etsningen inte hindras. Fortfarande kan periodisk omrörning av brädet och etsningsmedlet hjälpa till att slå av alla små undertryckande beläggningar som kan utvecklas, vilket möjliggör ännu snabbare etsning.

Bilden ovan visar några enkla alternativ för att uppnå detta. I figur (a) används en böjd skål som säkerställer att skivan hålls på plats genom de fyra hörnen och inte kommer i kontakt med skålen på andra ställen.
Tekniken visade i (b) ett bra val för större PCB som kan kräva en ganska stor maträtt för att möjliggöra proceduren. Behållaren måste vara ganska stor, allt som liknar en klassisk snabbkaffekanna fungerar.
En hel del etsmedel kommer troligen att krävas för att praktiskt taget fylla burken. Detta kan se lite dyrt ut först, men etsmedlet kommer säkert att hålla proportionellt mer tid jämfört med en mindre kvantitet.
Alternativt kan en mindre mängd etsmedel spädas med högre mängd vatten, men detta kan avsevärt bromsa etsningen och är inte tillrådligt.
För väsentligen stora brädor kan den enda funktionella metoden för etsning av brädet vara att använda en stor platt skål (som en fotografisk skål) med kopparsidan vänd uppåt. Frekvent agitation kan vara van vid att påskynda etsningstiden.
Etsning kommer att ses snabbare i områden där det finns mindre regioner med öppen koppar och kommer att ta mycket längre tid på områden på brädet där det finns relativt bredare områden med öppen koppar. Etsning sker också snabbare runt brädans omkrets.

En metod som vanligtvis fungerar mer effektivt och som vanligtvis är mycket enklare i praktiken visas ovan. Här läggs ett par trä- eller plaststänger ner hela skålens längd, på motsatta sidor. Dessa är relativt längre än skålen så att de kan vila på toppen. Brädet hängs sedan upp från stavarna som stöds på ett par trådstycken, en i vardera änden av brädet.
Bara en enda tråd visas i figur för bättre förståelse. Om koppartråd används, se till att det är en super emaljerad koppartråd med tjockleken 18 SWG. Trådarna fästs på stängerna helt enkelt genom att vrida ändarna runt stångens diameter en eller två gånger.
Efter etsning är över
När etsningen verkar vara fullständig måste du granska kartongen noggrant för att se till att det inte finns några fickor av öppen koppar kvar och leta efter delar av brädet där kopparspåren och kuddarna är tätt ritade (till exempel grupperingar av IC-kuddar) .
När du har bekräftat att etsningen är fullbordad, håll brädet vertikalt över etsningslösningen under några ögonblick så att det droppande etsningsmedlet slingrar sig om brädet och torka sedan av brädet med en bit mjukpapper eller trasa.
Bortsett från detta är detta ett klokt beslut att hålla en bit kökspapper i närheten genom etsningsprocessen för att säkerställa att resterna av etsningslösningen kan torkas från pincett eller handskar när det behövs. Brädet måste sedan tvättas försiktigt i vatten för att tvätta bort eventuella kvarvarande spår av etsningslösning.
Ta bort motståndet
Slutligen i slutet måste motståndet som klibbar på kopparen elimineras, vilket annars kan allvarligt hindra lödprocessen på kopparplattorna. Du kan skaffa dig vilken som helst standardborttagningsborttagare, och detta kan vara i form av en lätt ande som kommer att bryta ner majoriteten av färger och bläck.

Det kan också vara möjligt att erhålla poleringsblock med tryckta kretsar som också är väl lämpade för skrubbning av motståndet. Ytterligare en teknik är att försöka använda en skurplatta eller pulver, och detta är i grunden en av de mest enkla aktiviteterna för produktion av tryckta kretsar, som verkligen inte borde ge några slags utmaningar.
För att möjliggöra den slutliga monteringen av komponenterna på det färdiga kretskortet med perfekt lödning och absolut inga 'torra' fogar måste kopparspåren och dynorna poleras till en blank yta innan lödningen av komponenterna faktiskt kan påbörjas.
Över till dig
Som förklarats ovan ser det tydligen ut att göra PCB hemma ganska enkelt, och det är bara några timmar att skapa enastående professionella PCB med färdiga DIY-material från marknaden. Med detta sagt kan processen kräva viss försiktighet och precision för att uppnå de önskade resultaten, så att det avsedda kretsprojektet genomförs framgångsrikt.
Om du tvivlar på ämnet, låt oss nu genom kommentarerna nedan, vi hjälper dig gärna!
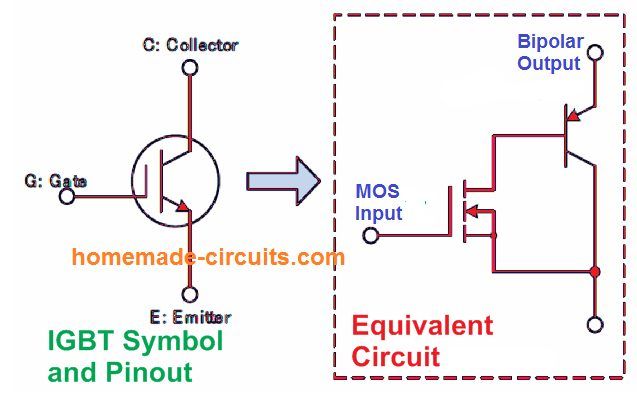
Tidigare: 500 watt växelriktarkrets med batteriladdare Nästa: Beräkna transistorn som en omkopplare